Jansen: 700-kg-Roboter übernimmt Handling von Kunststoffrohren
Handling mit einem Hallenkran? Durchaus machbar, bei Jansen in Oberriet jedoch überlässt man die Manipulation von schweren Rohrbunden einem Roboter, mit dem sich die Aufgabe erst noch in der halben Zeit erledigen lässt.

Wie die Programmleitung EnergieSchweiz des Bundesamtes für Energie (BFE) auf ihrer Webseite mitteilt, sind nirgendwo mehr Erdwärmesonden pro Quadratkilometer Landesfläche installiert als in der Schweiz – ein wohl kaum bekannter Weltrekord: An diesem Rekord hat die Jansen AG durchaus ihren Anteil. Denn das Unternehmen liefert die dafür erforderlichen Erdwärmesonden.
Zur Gewinnung geothermischer Energie wird ein geschlossenes Rohrsystem in das Erdreich vertieft. Die im Rohrsystem enthaltene Sole (Gemisch aus Wasser und Frostschutz) wird in die Tiefe geleitet, wo sie erwärmt wird und in einem Rückflussstrang wieder nach oben kommt. Die erwärmte Sole wird überwiegend zu Heiz- und Kühlzwecken genutzt. Die dafür eingesetzten Doppelrohre mit 40 mm Durchmesser können leicht 100 m, 250 m oder länger sein. Aufgewickelt sind die Rohrbunde bis zu 350 kg schwer.
Gross geworden ist das Familienunternehmen in dritter Generation mit einem Stahlröhrenwerk. Doch auch Kunststoffrohre werden seit über 50 Jahren produziert. Profile und Rohre sowohl in Stahl als auch in Kunststoff machen heute das Geschäft aus, wobei der Kunststoffbereich der deutlich kleinere ist. Aber beide Segmente wachsen, nicht zuletzt weil der Qualitätsgedanke jegliche Produktion bestimmt. Wichtigstes Standbein bei Stahl sind Profile für die Bauindustrie und Rohre für die Automobilindustrie.
Kunststoffrohre von Jansen dienen üblicherweise dem Medientransport. Ein Teilbereich davon entfällt auf Rohre für die geothermische Energiegewinnung. Wichtigste Werkstoffe sind Polyethylen und Polypropylen. Gearbeitet wird im 3-Schicht-Betrieb von Montagmorgen bis Samstagmorgen.
Um die Kapazität zu erhöhen und den Ablauf in der Produktion effizienter zu gestalten, wurde im vergangenen Jahr eine Extrusionslinie modernisiert und das Handling der fertigen Rohrbunde mit einem Roboter automatisiert. Das Grundkonzept und ein erstes Layout erstellte das Projektteam um Projektleiter Manuel Frei und den Leiter des Engineerings, Urs Brülisauer. Dann kamen FANUC Schweiz und Systemintegrator Robofact ins Spiel. Die Beteiligten konnten sich schnell auf das Konzept und dessen Umsetzung einigen. Erfahrungen mit Robotern in der eigenen Produktion gab es nicht bei der Jansen AG. Brülisauer: «Das war für uns ein Pilotprojekt in mehrfacher Hinsicht. Zum einen haben wir mit diesem Zukunftsprojekt den ersten Schritt in die Robotertechnik gewagt. Zum anderen spielen ergonomische Aspekte immer häufiger eine Rolle, wenn wir neue Anlagen planen.» Mindestens ebenso wichtig war es, die Produktion so auszulegen, dass sie «auch in näherer Zukunft wettbewerbsfähig gehalten werden kann», so der Leiter des Engineerings.
Das Ziel der Automatisierung war einfach formuliert: «einfache Vorgänge automatisieren, komplizierte manuell erledigen.» Ursprünglich war ein sehr umfangreiches Automatisierungspaket ins Auge gefasst worden, schnell aber die Erkenntnis gereift: «Eine hundertprozentige Automation wäre technisch sehr anspruchsvoll und überdimensional teuer geworden.»
Grösster Roboter in der Schweiz
Für die Auswahl des Roboters gab es nur wenige Vorgaben. Die erforderliche Traglast ergab sich aus der Aufgabenstellung, die ungefähre Reichweite aus dem Anlagenlayout. Manuel Frei: «Und wir wollten einen Standard haben, um den Kostenrahmen des Projektes einzuhalten.» Mit diesem Anforderungsprofil kontaktierte er FANUC Schweiz. Michael Schüpbach, für den Bereich Robotik zuständiger Vertriebsleiter, stellte den Kontakt zum Systemintegrator Robofact her, der die Anlage dann realisierte. Dass die beiden Unternehmen Jansen und Robofact nur 40 Fahrminuten voneinander entfernt sind, erleichterte die Zusammenarbeit insbesondere bei der Vor- und Endabnahme.
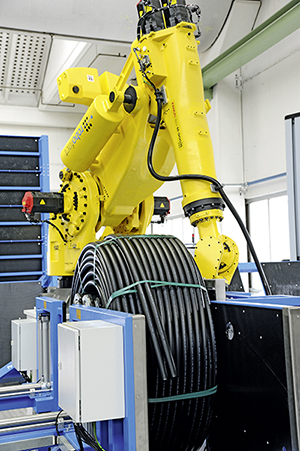
In der Anlage eingesetzt ist ein Schwerlastroboter M-900iB von FANUC mit einer Traglast von 700 kg und einer Reichweite von 2 832 mm. Der von Robofact konzipierte und gebaute Greifer ist so ausgelegt, dass auch bei aussermittigem Schwerpunkt der Last von maximal 350 kg noch Reserve vorhanden ist. Das ist deshalb sinnvoll, weil auf der Anlage neben den Standardlängen auch kundenspezifisch konfektioniert wird und daher die Flexibilität gewahrt werden soll.
Umgebaut wird im laufenden Betrieb. Wobei «umgebaut» eigentlich nur teilweise zutreffend ist. Denn werden beispielsweise Rohre mit 40er Durchmesser in unterschiedlichen Längen zwischen 50 und 400 m aufgewickelt, bedarf es lediglich der Anwahl des entsprechenden Programms auf dem übersichtlichen Bedienpanel der Anlage. Alles andere ist im Programm hinterlegt. Werden andere Durchmesser gefragt und damit ein Wechsel von 40er auf 32er Durchmesser erforderlich, muss die Anlage von der Extrusionslinie bis zum Wickler umgerüstet werden. Dauer: zwei bis zweieinhalb Stunden, wobei die Umrüstung der Extrusionsanlage die meiste Zeit erfordert. Der Wickler selbst und die Automation schaffen unterschiedliche Durchmesser ohne Umbau.

Handlingzeit halbiert
Ohne Trägerrolle werden die aus der Extrusionsanlage kommenden Kunststoffrohre als Doppelstrang gewickelt und nach Auftragsvorgabe abgelängt. Der Anfang des neuen Rohrabschnittes wird auf die zweite Wickelstation gelenkt. Noch in der Wickelstation wird das Rohrbündel mit Packstreifen fixiert und rollt dann aus der Wickelstation zum Roboter in eine definierte Lage. Der Roboter greift die Rolle und schwenkt sie in die Position, in der die komplette Schweissung manuell erledigt wird. In einer danebenstehenden Schweissmaschine wird der Sondenfuss, ein im Prinzip U-förmiges Teil, an das Ende des abwärts und den Anfang des aufwärts führenden Rohres geschweisst. Dazu führt der Bediener die entsprechenden Rohrenden in die Kunststoff-Schweissmaschine ein. Während sich am Schweissprozess selbst nichts geändert hat, konnte dank Roboterautomation die Handlingzeit an dieser Stelle von 15 auf rund sieben Minuten gesenkt werden. Denn das bis dahin übliche Manipulieren mit einem Hallenkran war deutlich aufwändiger. Ist der Sondenfuss angeschweisst, wird das Ende des Doppelrohres wieder angebunden und der Roboter bringt das fertige Bündel zur Palettierstation, wo es mit Stretchfolie gesichert wird.

Roland Egli, Geschäftsführer und Inhaber der Robofact AG, Gossau: «In der Anlage bei Jansen haben wir den ersten Roboter in der Schweiz mit einer so hohen Traglast installiert.» Dabei waren Anlagenbau und Programmierung durchaus vergleichbar mit kleineren Anlagen. Das komplette Bewegungsprofil des Roboters wurde per Roboguide simuliert. «Zugänglichkeit für die manuellen Operationen war ein grosses Thema bei der Auslegung», so Egli. Damit es jedoch nicht zu «Kaltverformungen» des Schutzzaunes kommt, widmeten sich die Roboterspezialisten von Robofact dem Thema «Sicherheit» besonders intensiv. Abgesichert ist die Zelle über Lichtschranken und Bodenscanner. Eine weisse Leuchte signalisiert dem Mitarbeiter, dass der Zugang zum Arbeitsbereich frei ist. «Mit der gewählten Lösung können wir unser Personal effizienter einsetzen», bilanziert Brülisauer. «Wir sind schneller und wirtschaftlicher geworden.» Schon durch die Ausführung als Doppelstranganlage wurden höhere Produktionskapazitäten geschaffen. Zudem konnte mit dem neuen Equipment auch der Durchsatz im Extrusionsabschnitt deutlich erhöht werden. Die Robotergeschwindigkeit hat man jedoch nach anfänglichen Versuchen mit Maximalgeschwindigkeit auf 60 % beschränkt, weil sich die Handlingzeiten ohnehin kaum in der Taktzeit niederschlagen.
Mit der gesamten Automation konnte auch der Personalaufwand reduziert werden. Das Einsparpotenzial liegt vor allem bei kurzen Längen, denn hier ist der Anteil der manuellen Tätigkeiten grösser.
Die Amortisation wird drei bis vier Jahre dauern. Eines ist jetzt schon deutlich: «Mit der gesamten Anlage konnten wir in der Entwicklung der Produktion einen grossen Schritt nach vorne machen», sagt Manuel Frei. Das betreffe vor allem die Produktionskapazität und die Leistungsfähigkeit der Anlage. «Die richtigen Produkte, leistungsfähige Anlagen, hohe Qualität und Nähe zum Markt» sind für Brülisauer die Säulen des Erfolges.
FANUC Switzerland GmbH
Grenchenstrasse 7
2504 Biel
| Telefon | 032 366 63 63 |
| Fax | 032 366 63 64 |
www.fanuc.ch