Home
Effiziente Ladegeräte – auch für fahrerlose Transportsysteme
Optimierte Betriebsabläufe, maximale Leistung, sichere Prozesse: Fronius setzt mit seinen Lösungen neue Massstäbe beim Laden von Flurförderzeugen und fahrerlosen Transportsystemen. Damit können Anwender und Hersteller Fahrzeug, Ladegerät und auch Lithium-Ionen-Batterien in automatisierten Umgebungen nahtlos integrieren.

Fronius bietet Betreibern und Herstellern von fahrerlosen Transportsystemen eine zuverlässige und sichere Ladelösung, die mit einer individuellen Ladekennlinie eine durchgehend hohe Systemverfügbarkeit ermöglicht.
Fahrerlose Transportsysteme (FTS) und autonome mobile Roboter (AMR) sind neben Flurförderzeugen aus der Intralogistik nicht mehr wegzudenken – sie transportieren Waren und Materialien selbstständig. Gleichzeitig erfordert die wachsende Nachfrage nach digitalisierten Lösungen leistungsfähige, verfügbare und sichere Ladegeräte. Hier setzen die Systeme von Fronius an. Das Unternehmen ist seit mittlerweile 80 Jahren ein zuverlässiger Partner.
Präzise, flexibel und verlässlich laden
Das umfangreiche Portfolio des Ladespezialisten Fronius ist sowohl für Blei-Säure- als auch für Lithium-Batterien geeignet. Zur Auswahl stehen Geräte mit einer Leistung zwischen einem und 30 Kilowatt. Diese sind international zertifiziert nach CE, UL und UK CA. Für eine individuelle Anpassung stimmt Fronius die Ladeparameter anhand des definierten Batterie-Set-ups auf die optimale, kundenspezifische Ladekennlinie ab (Custom Charging Curve) und implementiert diese nach erfolgtem Freigabetest bereits im Ladegerät. So entsteht für den Nutzer kein zusätzlicher Aufwand.

Die wachsende Nachfrage nach fahrerlosen Transportsystemen erfordert leistungsfähige, verfügbare und sichere Ladegeräte – hier setzen die Systeme von Fronius an.
Die intelligenten Systeme maximieren Leistung und Sicherheit des Gesamtsystems aus Fahrzeug, Batterie und Ladegerät. Zudem zeichnen sie sich durch ihre hohe Energieeffizienz aus. Ein schneller und schonender Ladevorgang verlängert die Lebensdauer der Batterien. Mit einer optimierten Ladezeit können die Fahrzeuge schneller wieder in Betrieb genommen werden, was zu einer höheren Produktivität führt. Ebenfalls im Programm: Lösungen, die erneuerbare Energiequellen wie Solarenergie in die Ladeinfrastruktur integrieren. Das erhöht die Nachhaltigkeit der Staplerflotte und senkt die Betriebskosten. Bei Bedarf ergänzen die Batterie-Experten auch die komplette Ladeinfrastruktur, bieten Unterstützung über den gesamten Lebenszyklus und regelmässige Schulungen der Anwender – alles aus einer Hand.
Ready for Lithium-Ionen
Für Betreiber und Hersteller von FTS und AMR stehen leistungsstarke Lithium-Ionen-Ladelösungen mit dem SelectION-Portfolio (CAN-Übertragung) zur Verfügung. Die Geräte der Selectiva 4.0-Produktlinie sind standardmässig für Bleibatterien konzipiert. Dank einer kundenspezifischen Ladekennlinie, der Custom Charging Curve, können sie jedoch auch Lithium-Ionen-Batterien ohne CAN-Kommunikation beispielsweise über Schleifkontakte zuverlässig laden.

Die universellen Ladegeräte der Selectiva-Produktfamilie laden flexibel Blei-Säure-, aber auch Lithium-Ionen-Batterien mit unterschiedlichen Spannungen und Kapazitäten.
Fronius ist massgeblich an der Entwicklung der zukunftsweisenden Lithium-Ionen-Technologie beteiligt – die Lösungen optimieren den Energieverbrauch und steigern die Leistung von Maschinen und Fahrzeugen. Intelligente Ladesysteme sind besonders wichtig für Anwender von FTS, die ihre Flotte häufig und schnell aufladen müssen, um einen reibungslosen Betrieb zu gewährleisten.

Fronius bietet Betreibern und Herstellern von fahrerlosen Transportsystemen eine zuverlässige und sichere Ladelösung, die mit einer individuellen Ladekennlinie eine durchgehend hohe Systemverfügbarkeit ermöglicht.
Intelligent vernetzt
Um die Ladegeräte an das Flottenmanagementsystem anzubinden, stattet Fronius sie mit einem Gateway aus. Damit sind Betreiber auf die Entwicklungen in ihren Märkten in Richtung Integration der Ladetechnik in Flottenmanagement- oder Gebäudeleitsysteme vorbereitet. Für die Übertragung aller wichtigen Informationen setzt Fronius auf den Industriestandard OPC UA (Open Platform Communications Unified Architecture). Diese Anbindung der Ladegeräte bietet einige Vorteile – von der Visualisierung über die Live-Datenübertragung und den Remote Start/Stopp des Ladevorgangs bis hin zur Aktualisierung der Ladegeräte-Firmware und der Gerätedaten aus der Ferne.
Je nach Kundenanforderung können weitere Funktionen integriert werden. So erhalten Anwender mehr Transparenz und Kontrolle über die gesamte Ladeinfrastruktur und können ihre FTS-Flotte nachhaltig betreiben.
Fronius Schweiz AG
Industriegebiet Meienbreiten
Oberglatterstrasse 11
8153 Rümlang
Telefon 044 817 99 44
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Innovativ, integriert und inspirierend: Automatisierungslösungen von Körber
Körber ist ein profilierter Technologiepartner für Unternehmen, welche die immer grösseren Herausforderungen in der Waren- und Paketlogistik mithilfe integrierter Automatisierungslösungen bewältigen wollen. Dazu bietet Körber eine breite Palette innovativer End-to-End-Technologien und vereint Software, Automatisierungs- und Transportsysteme mit Robotik sowie dem Know-how für die umfassende Systemintegration. Zwei Beispiele geben einen Eindruck, wie Unternehmen den Fachkräftemangel oder steigende Anforderungen an die Effizienz und Wirtschaftlichkeit mithilfe voll- oder teilautomatischer Systeme adressieren können.
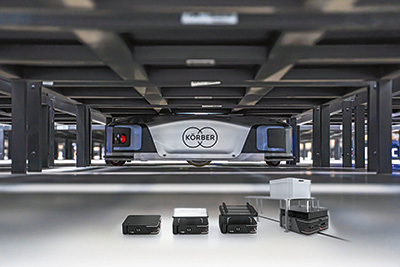
Ihre hohe Flexibilität qualifiziert AMR-Lösungen für Automatisierungsprojekte.
Effizienzsteigerung durch autonome mobile Roboter
Autonome mobile Roboter (AMR) können im Vergleich zu manuellen Prozessen die Produktivität signifikant verbessern, wenn die Technologie nahtlos integriert wird. Als flexible, schnell und wirtschaftlich zu realisierende Automatisierungslösungen bieten sich AMR sowohl für bestehende Anlagen als auch für Neuanlagen an.
Licht im Dschungel unterschiedlicher Systeme
Für eine reibungslose Implementierung ist aber eine gründliche Vorbereitung erforderlich, um die passende AMR-Technologie zu finden und mit den ergänzenden Subsystemen zu verbinden. Es gibt eine Vielzahl an Lösungen und Anbietern, oft mit einer eigenen Software. Eine übergreifende Verwaltungs- und Steuerungssoftware aber ist für den störungsfreien Betrieb ein Muss. Zudem gilt es aus unterschiedlichen Geräten eine homogene Flotte zu formen und mit anderen Systemen, manuellen Tätigkeiten und angrenzenden Prozessen zu synchronisieren – eine Kernkompetenz von Körber.
Gegen die grössten Kostentreiber
Eine typische AMR-Anwendung sind roboterbasierte Goods-to-Person-Systeme (GtP-Systeme) in der Kommissionierung, wo sie auch unter wirtschaftlichen Aspekten punkten. Denn ein Grossteil der operativen Kosten im Lager entsteht in der Kommissionierung, vor allem durch Wege- und Suchzeiten. Mithilfe von GtP-Systemen lässt sich beides abkürzen und der Personalaufwand reduzieren.
Mobile-Rack-Systeme, die nur wenig feste Infrastruktur benötigen und Regale zwischen dem Lager und den Arbeitsstationen bewegen, ermöglichen im Vergleich zur manuellen Kommissionierung eine Effizienzsteigerung von 200 bis 300 Prozent, da für das Personal Wege entfallen. Bin-Handling-Systeme, die auf einer Kombination aus fest installierten Regalen und mobilen Robotern für die Ein- und Auslagerung basieren, weisen sogar Effizienzsteigerungen von bis zu 500 Prozent auf.
Teil eines Gesamtkonzepts
Ihre hohe Flexibilität qualifiziert AMR-Lösungen für schnelle und variable Automatisierungsprojekte. Sie sind raumeffizient und können an die Gebäudedimensionen und -formen angepasst werden. Bei aller Autonomie aber sind AMR immer als Teil eines Gesamtkonzepts zu betrachten. Welche Hersteller und Geräte kommen infrage, welche KPIs für Leistung oder Durchsatz definiere ich für den jeweiligen Bereich und die gesamte Anlage, wie lässt sich eine nahtlose physische Anbindung und Integration in den Gesamtprozess realisieren?
Um in einem unübersichtlichen Markt eine zukunftssichere Lösung wählen zu können, verschafft Körber seinen Kunden einen Überblick über alle relevanten Player und Technologien, zeigt Lösungsszenarien auf, und begleitet sie durch den gesamten Prozess von der Planung über die Ausschreibung bis zur Inbetriebnahme.

AMR in Kombination mit Layer Picker.
Effizienz und Ergonomie in der Entladung – Lösung für das halbautomatische Pakethandling
Mit einer neuen halbautomatischen Lösung für das Entladen lose geladener Trailer erleichtert Körber eine besonders zeitaufwändige, anstrengende und ungeliebte Arbeit in der Paketlogistik. Die Entladezeiten werden halbiert, der Durchsatz mehr als verdoppelt, die Ergonomie verbessert.

Der ErgoUnload im Einsatz.
Während aktuell die Entladung in der Regel mit zwei Mitarbeitern erfolgt, ermöglicht der Körber ErgoUnload mit nur einem Bediener hohe Durchsätze von bis zu 3000 Paketen pro Stunde/Dock – mehr als das Doppelte im Vergleich zum konventionellen Verfahren. Zugleich werden die stark belastenden Hebe- und Drehbewegungen reduziert und die Hebekraft für die Mitarbeitenden auf ungefähr 10 Prozent verringert.
Kompatibel und flexibel
Der Körber ErgoUnload ist eine kompakte, halbautomatische Entladehilfe mit variabler Lastaufnahme in Form von einfach zu bedienenden Klappen in unterschiedlichen Höhen und integrierter Fördertechnik. Das System ist kompatibel mit allen gängigen Teleskopbändern. Es wird ohne weitere Montagearbeiten im Trailer vor dem Teleskop positioniert und ist unmittelbar einsatzbereit.
Weniger Heben und Drehen
Einzelne Pakete oder gleich mehrere Frachtstücke können dann von nur einem Mitarbeiter fast ohne Seitwärtsbewegung, Bücken oder Anheben in hoher Geschwindigkeit in das System gezogen, gekippt oder gelegt werden. Schlecht erreichbare Pakete können über optionale Greifhilfen zugeführt werden.

Der ErgoUnload ermöglicht Durchsätze von bis zu 3000 Paketen/Std.
Durch die hohe Geschwindigkeit beim Entladen und minimale Rüstzeiten des Systems verkürzt der Einsatz des Körber ErgoUnload die Entladezyklen am Dock auf bis zu 50 Prozent. Neuanlagen können entsprechend mit weniger Docks geplant werden, bestehende Rampen effizienter genutzt werden. Zugleich verbessern sich die Attraktivität und Ergonomie der Entladetätigkeit – bei geringerem Personalbedarf.

3D-World
Körber Supply Chain CH AG
Hardturmstrasse 130
8005 Zürich
Telefon 0848 822 814
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Batterieladesysteme
Conductix-Wampfler, einer der weltweit führenden Hersteller von Systemen für die Energie- und Datenübertragung zu beweglichen Verbrauchern, bietet verschiedene Lösungen zum Laden von Energiespeichern an.
Mit dem Aufschwung automatisierter, fahrerloser Fahrzeuge in Produktion und Logistik steigen auch deren Einsatzzeiten – Ruhephasen werden seltener. Die Gelegenheitsladung (Opportunity Charging) bietet hier eine intelligente Lösung: Selbst kurze Standzeiten, etwa beim Verladen, können effizient zum Laden der Energiespeicher genutzt werden. Ladesysteme eignen sich für eine Vielzahl von batteriebetriebenen Geräten, wie z. B. fahrerlose Transportsysteme (FTS), Autonome mobile Roboter (AMR), Shuttles, industrielle Gabelstapler und mehr.
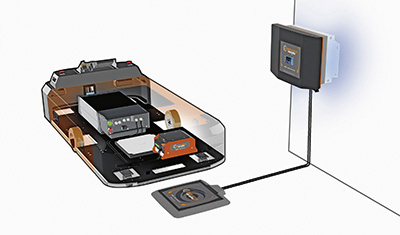
Wireless Charger: Induktiv und berührungslos
Der Wireless Charger 3.0 von Conductix-Wampfler besteht aus vier kompakten Kernkomponenten und lässt sich flexibel vertikal oder horizontal in bestehende Produktions- oder Lagerprozesse integrieren.
Kernstück des Systems ist die stationäre IPS (Inductive Power Supply), die die Netzspannung in eine hochfrequente Wechselspannung umwandelt. Diese speist das fest installierte ISP (Inductive Stationary Pad), welches ein magnetisches Wechselfeld erzeugt. Durch kontaktlose, induktive Energieübertragung wird im IMP (Inductive Mobile Pad) am Fahrzeug eine Wechselspannung induziert. Diese wird in der MPU (Mobile Power Unit) in Gleichspannung umgewandelt und dient der effizienten Batterieladung.
Die IPS verfügt über ein Statusdisplay und regelt die Energieübertragung bedarfsorientiert.
Der Wireless Charger 3.0 arbeitet verschleissfrei, ist wartungsfrei und eignet sich daher auch ideal für den Einsatz in empfindlichen Umgebungen wie der Pharma- oder Lebensmittelindustrie.
MultiLine 0835 Charge: Schleifleitung als Ladestation
Beim hochdynamischen Ladesystem MultiLine 0835 Charge von Conductix-Wampfler wird die Schleifleitung zu einer vorkonfektionierten Ladestation. Batterien oder Supercaps auf Fahrzeugen werden während Längs- oder Querfahrt aufgeladen oder stationär in vordefinierten Ladebereichen geladen. Speziell entwickelte Einzelstromabnehmer und Überfahrtrichter ermöglichen schnelle, dauernde und verschleissarme Überfahrten der Ladestationen. Die Lösung kombiniert zwei Vorteile: die Flexibilität eines Energiespeichers mit der Just-in-time-Versorgung durch die Schleifleitung.

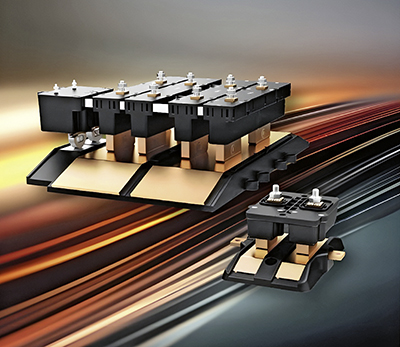
Ladekontakte: Kompakt, modular und flexibel
Die Ladekontakte von Conductix-Wampfler sind platzsparend, flexibel in Polzahl, Rampenlänge, Stromstärke und Auffahrtoleranz. Sie sind auf über 1 Mio. Überfahrzyklen ausgelegt und für Betriebsspannungen bis zu 60 VDC respektive 25 VAC und Stromstärken bis zu 600 A geeignet. Zudem können sie optional mit Pilotkontakten ausgerüstet werden.
Kontaktgrundplatten und Stromabnehmer sind separat erhältlich, um mehrere Fahrzeuge mit einer Basisstation zu laden.
Die Nano-Serie ist besonders kompakt und für Stromstärken bis 300 A (100 % ED) / 600 A (50 % ED) und Auffahrtoleranzen von ±5 mm ausgelegt.
Die Nano+ Serie ist die preiswerte Standardlösung für 25–75 A bei Auffahrtoleranzen von ±5 mm seitlich und ±28 mm längs.
Die hochmodulare Enduro+ Serie kann für Ladeströme bis 600 A (100 % ED) und hohe Auffahrtoleranzen von ±15 mm längs und seitlich eingesetzt werden.
Conductix-Wampfler AG
Moosweg 36
3645 Gwatt (Thun)
Telefon 031 889 08 11
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
COREPEL Pure – wenn alle andere Materialien versagen.
Ob Schwimmbäder, Spa-Anlagen oder feuchte Gewerbeflächen – COREPEL PURE liefert wasserbeständige Holzfaserplatten für den Innen- und Aussenbereich. COREPEL PURE wird in der Schweiz hergestellt und entwickelt und bietet zuverlässige Leistung unter extremen Bedingungen.
Was macht das Produkt so besonders?
– Wasserbeständige Superpower für extreme Bedingungen
– Geeignet für feuchte Innenbereiche und Aussenanwendungen
– Mit der XDF-Technologie bieten wir 50 Jahre Garantie
– Schweizer Ingenieurskunst für echte Performance und aus Schweizer Produktion
Entwickelt für Umgebungen, denen andere nicht gewachsen sind.
Feuchtigkeit kann herkömmliche Platten zerstören. Ihre Projekte benötigen absolute Zuverlässigkeit. COREPEL PURE wurde für diese Herausforderungen entwickelt. Mit einer Hersteller-Garantie von 50 Jahren für Klasse 1, 2 und 3 und 25 Jahren für Klasse 4 (mit Erdkontakt) ist Sicherheit gegeben.
Mehr auf corepel.com
artureon – New generation flooring. In zwei Kollektionen.
artureon verleiht jedem Raum Charakter: als edler Echtholzboden in der artureon WOOD-Kollektion oder als holzbasierter Designboden in der artureon DESIGN-Kollektion, wahlweise in den Ausführungen GRANDE und NORMA. Dazu stehen Ihnen 12 inspirierende Holzvariationen, drei verschiedene Paneelformate und vielfältige Oberflächen zur Verfügung. Für einen Boden von bleibender Schönheit, der perfekt in jeden Raum passt.
Mit der höchsten Nutzungsklasse 33 sind artureon Böden besonders widerstandsfähig, kratzfest und robust. Eine innovative Technologie, bei der Holzspäne in Harz eingekapselt werden, macht artureon Böden zudem 100 % wasserfest.
Dieser Boden besteht ausschliesslich aus Schweizer Holz, ist frei von PVC und Phthalaten und nach dem Cradle-to-Cradle-Prinzip konzipiert, sodass bei der Rückführung neue Holzwerkstoffe entstehen. Der Anteil von 30 Prozent Recyclingholz sorgt zusätzlich dafür, dass artureon nicht nur gut aussieht, sondern auch die Natur respektiert und schützt.
Mehr auf artureon.com

BE.VELVET – Mehr Eleganz, mehr Vielfalt und mehr Möglichkeiten.
Die edelmatte Antifingerprint-Oberfläche BE.VELVET erfreut sich bei Designern, Verarbeitern und Endkunden grosser Beliebtheit, denn sie vereint zeitlose Eleganz mit höchster Alltagstauglichkeit. Dank ihrer samtig-weichen Haptik und der widerstandsfähigen, pflegeleichten Oberfläche erfüllt BE.VELVET die Ansprüche moderner Innenraumgestaltung auf ideale Weise.

Ab 2026 wird die erfolgreiche Antifingerprint-Kollektion um fünf neue, auserlesene Dekore erweitert. Diese bieten noch mehr Spielraum, um Räume ästhetisch, harmonisch und funktional zu gestalten – von puristisch-modern bis natürlich-warm. Kurzum: Mit BE.VELVET entstehen Oberflächen, die nicht nur gut aussehen, sondern sich auch gut anfühlen.
Weitere Informationen unter swisskrono.com/ch/bevelvet
SWISS KRONO AG
Willisauerstrasse 37
6122 Menznau chme
Telefon 041 494 94 94
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!